

龙门功能
目录
在双驱龙门机床的使用过程中,为了解决两个Y轴安装不平衡,摩擦力和负载不同等各种因素,机床在运行一段时间后可能会出现横梁变歪,影响加工精度的问题。
一个轴需要两个伺服电机同时带动起来,其中一个是主动轴,一个是从动轴,通过指令调节两个伺服电机转动,如发现转动偏差,从动轴会配合主动轴做误差处理,始终保持轴的运动同步如图1.1.1。
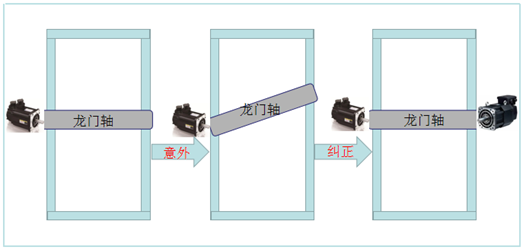
图1.1.1 龙门功能示意图
① 刚性好,可耐重切削并长期保持高精度,质量稳定可靠;
② 动作灵活,迅速且准确;
③ 生产效率高;
可以使用同一控制器上任意两轴作为龙门驱动轴,一个为主动轴,一个为从动轴。如图2.1.1为GCN400A控制器,红色区域内可选任意两轴作为龙门驱动轴。
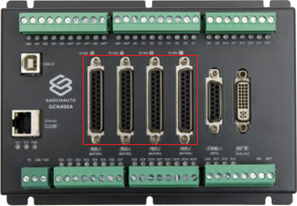
图2.2.1 GCN400A控制器
通过GCS.exe工具对龙门功能的使用配置进行详细说明。GCS.exe工具连接好控制器,点击功能->龙门测试 ,同时打开轴测试1,轴测试2如图2.2.1。

图2.2.1 龙门测试
启动龙门前,需要把轴位置、状态清零再启动,当轴测试1运动时,轴测试2同步运动,命令位置,实际位置都是相等的;龙门功能需要设置允许误差,在误差允许的范围内正常运动。
以下为龙门功能常用功能函数的详细说明。
龙门功能
函数原形 | 函数说明 |
设置龙门主动轴 | |
设置龙门从动轴 | |
龙门功能关闭 |
(1)设置单轴运动速度曲线类型
NMC_MtSetPrfMode( HAND axisHandle, short mode );
参数 | 输入/输出 | 描述 |
axisHandle | 输入 | 轴句柄 |
mode | 输入 | 各轴的规划模式 #define MT_NONE_PRF_MODE (-1) // 无效 #define MT_PTP_PRF_MODE (0) // 梯形规划 #define MT_JOG_PRF_MODE (1) // 连续速度模式 #define MT_CRD_PRF_MODE (3) // 坐标系 #define MT_GANTRY_MODE (4) // 龙门跟随模式 #define MT_PT_PRF_MODE (5) // PT模式 #define MT_MULTI_LINE_MODE (6) // 多轴直线插补 #define MT_GEAR_PRF_MODE (7) // 电子齿轮模式 #define MT_FOLLOW_PRF_MODE (8) // Follow跟随模式 注意:坐标系模式不需要通过NMC_MtSetPrfMode设置 |
(2)设置龙门主动轴
NMC_SetGantryMaster( HAND axisHandle, short group );
参数 | 输入/输出 | 描述 |
axisHandle | 输入 | 龙门主动轴句柄 |
group | 输入 | 龙门组号,取值范围[0,n] |
(3)设置龙门从动轴
NMC_SetGantrySlave( HAND axisHandle , short group, long gantryErrLmt );
参数 | 输入/输出 | 描述 |
axisHandle | 输入 | 龙门从动轴句柄 |
group | 输入 | 龙门组号,取值范围[0,n] |
gantryErrLmt | 输入 | 龙门保护误差,取值范围(0,...) |
(4)关闭龙门
NMC_DelGantryGroup( HAND axisHandle, short group );
参数 | 输入/输出 | 描述 |
axisHandle | 输入 | 龙门主动轴句柄 |
group | 输入 | 龙门组号,取值范围[0,n] |
/*********此处省略控制器初始化部分***********/
//函数返回值错误 #define RTN_ERR {if(rtn != RTN_CMD_SUCCESS){ return;}} short rtn = 0; //设置轴二的运动模式为龙门跟随模式 rtn = NMC_MtSetPrfMode(axishandle[1],MT_GANTRY_MODE); RTN_ERR //设置龙门主轴,组号为 rtn = NMC_SetGantryMaster(axishandle[0],0); RTN_ERR //设置龙门组的从轴为轴,允许误差为2000脉冲 rtn = NMC_SetGantrySlave(axishandle[1],0,2000); RTN_ERR return rtn; |
① 龙门功能启动前确认机床的龙门轴已经纠正无误;
② 确认机床的运动动作,方向正确;
③ 回原点过程能无误执行,原点信号配置正确且有效;
④ 报警功能启用,防止误操作;
⑤ 龙门主轴、从轴的正方向应该一致,即发正脉冲,运动方向一致;
⑥ 龙门主轴、从轴的编码器反馈应该一致,即编码器反馈至方向相同,大小相若;
⑦ 在函数中,有三种编程对象,对于单轴控制的指令是以 NMC_Mt 开头,对于坐标系的指令是以NMC_Crd 开头,其余是对控制器的指令;
⑧ 文档只挑选常用功能,更多功能请关注头文件,在里面做了详细的注释;
⑨ 如有其他疑问,请联系技术。
Copyright ©2020 深圳市高川自动化技术有限公司 版权所有 备案号:粤ICP备2022048856号




